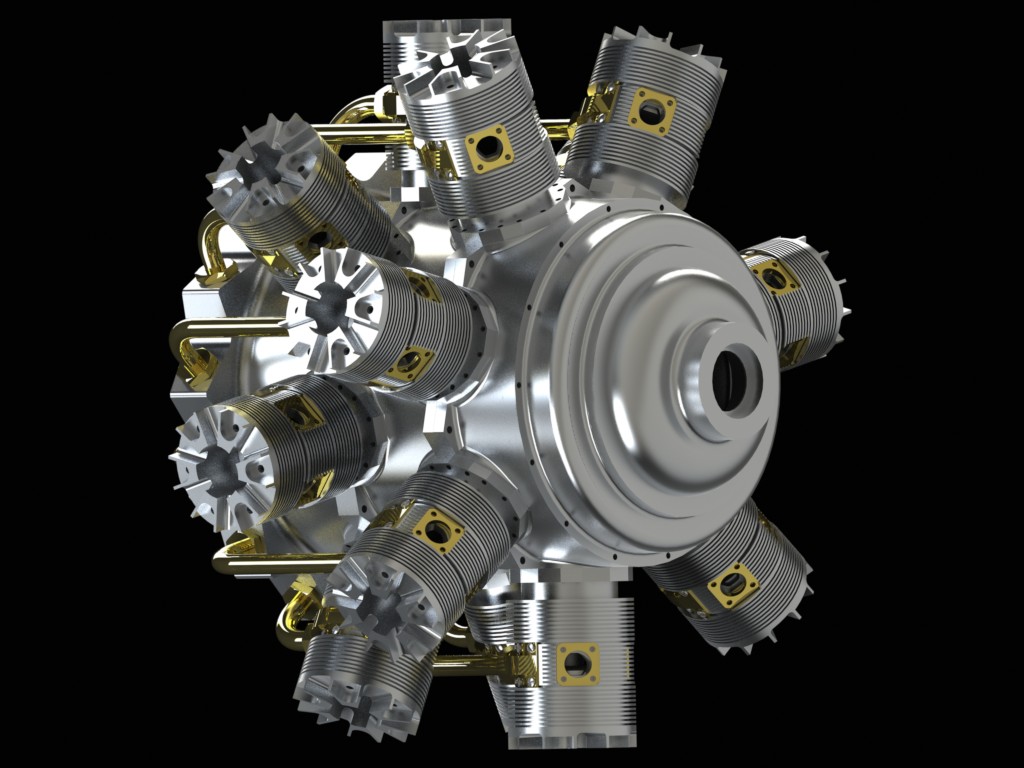
The induction case is cut from a 9in round. It attaches to the rear case and houses the impeller which supplies air/gas mixture to the cylinders under pressure.

At 9 inches it was too large to hold in the four jaw. I hogged out the rear of the induction case using D2nc’s spiral clearing wizard. This allows the removal of material between an inside and outside diameter.

Gripping the hub formed in the rough out, I turned the inside of the case to finished dimensions except for the fillet radius outside of the lip. The meat here will be used for chucking to enable machining the rear of the case and cleaned up later.

The rear of the induction case has been completed. The mating surface for the bell housing has been formed and the protuding material tapered to allow it to fit inside the bell.